PPR管材焊接三部曲,学到就是赚到
2022-04-11
一、加热热熔焊接并准备管道
1.1将大小合适的插座放在融合工具上
大多数PPR熔接工具都有各种尺寸的公头和母头焊套,它们与常见的PPR管直径相对应。因此,如果您使用的是直径为50毫米(2.0英寸)的PPR管,请选择标有50毫米的公母焊套 。手持式热熔焊机通常可以处理16至63毫米(0.63至2.48英寸)的PPR管,而台式焊机可以处理至少110毫米(4.3英寸)的管道。

1.2将焊机通电来加热焊套
插入热熔焊机,开始加热焊套。大多数热熔焊机将插入一个标准的220v插座。该工具将立即开始加热,或者你可能需要打开一个电源开关。型号各不相同,但工具可能需要几分钟时间才能将插座加热到必要的温度。在热熔焊机周围工作要非常小心,确保该区域的每个人都知道它是开着的,而且是热的。插座的温度超过250 °C,可能导致严重烧伤。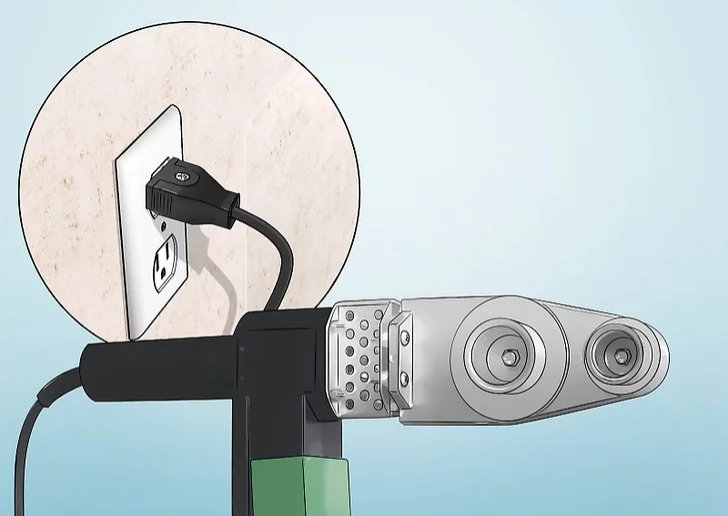
1.3用光滑、干净的切口将管道修剪到一定长度
在热熔焊机加热的同时,使用有效的工具将管材标记并切割到所需的长度,以获得与轴线垂直的干净切口。许多热熔焊机套件都配有扳机式或钳式切管机。如果按照说明使用,可以在PPR管上形成光滑、均匀的切口,是熔接的理想选择。PPR管也可以用各种手锯、电锯或轮式切管机来切割。但是,要确保切口尽可能平滑和均匀,并用细砂纸清除任何毛刺。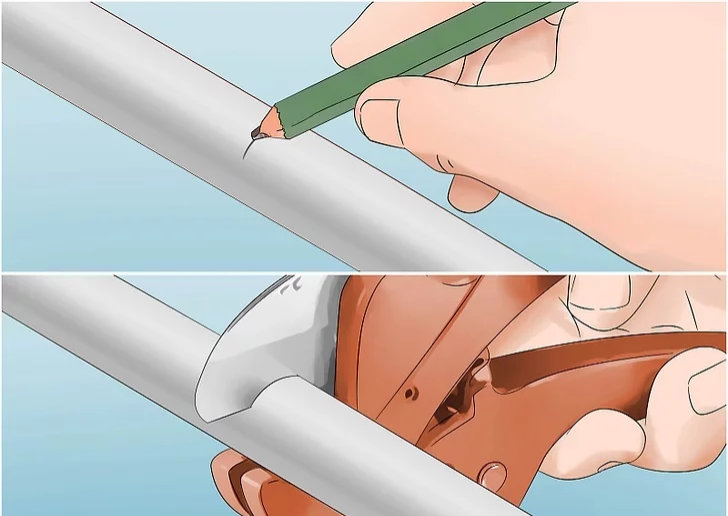
1.4用布和推荐的清洁剂清洁PPR管材焊接表面
一般热熔焊机会附带一种用于PPR管的特定清洁剂。按照指示在管道外部和连接处的管道内部使用这种清洁剂。让这些部件干燥片刻。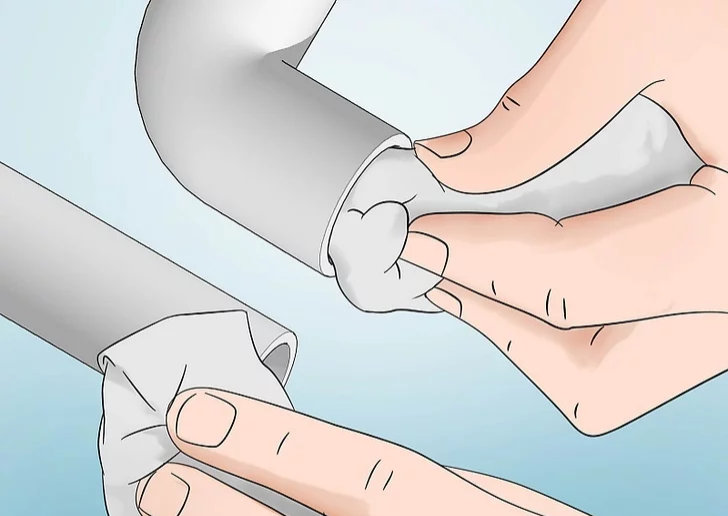
1.5在管道的连接端标出焊接深度
您的焊接工具箱可能带有一个模板,用于在各种直径的PPR管上标出适当的焊接深度。用铅笔在管子上做相应的标记。或者,您可以将卷尺插入您所使用的管件(例如90°弯头管件),直到它碰到管件内的小脊。然后以这个深度测量值减去1毫米,并将其标记为管道上的焊接深度。

1.6确认热熔焊机已完全加热
许多焊机自带显示屏,告诉你工具何时加热并准备就绪。目标温度通常是260 °C 。如果你的热熔焊机上没有温度显示器,你可以用探针式或红外温度计来读取焊套上的温度。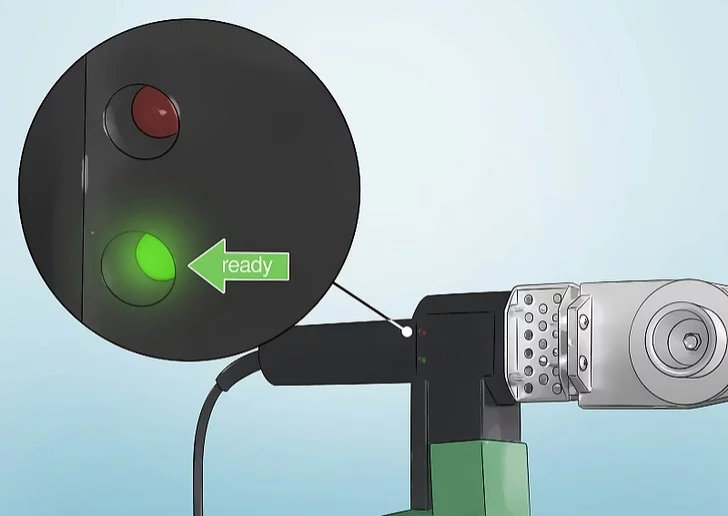
二、在热熔焊机上加热管道和管件
2.1保护你的皮肤免受高温焊机的伤害
在您开始用热熔焊机软化PPR管之前,请戴上耐热工作手套和长袖。此外,将任何松散的头发扎起来,并摘下任何悬挂的首饰。超过80°C的温度可在一秒钟内造成严重的皮肤灼伤,而热熔焊机的温度最高可达260°C。

2.2将PPR管直接压在各自的焊套上
如果你有台式热熔焊机,请用一只手拿着管材,另一只手拿着管件,这样你就可以同时插入它们。如果你有一个手持式热熔焊机,先插入一个,然后快速插入另一个。握住并使其与焊套保持一致而不是倾斜。将管材推入内螺纹焊套,直到达到你放置的深度标记;将管件推到外螺纹焊套上,直到其触及焊套上标记的脊或线。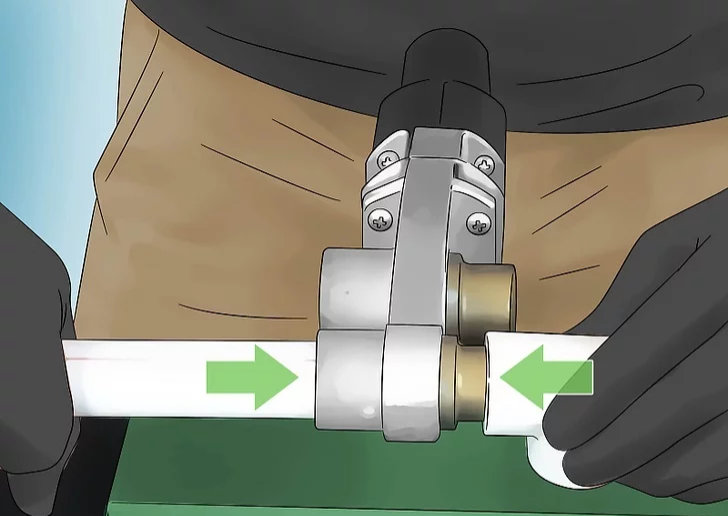
2.3如果您的型号有加热计时器,请启动
许多热熔焊机都有内置的计时器,当您选择的PPR直径准备好从焊套中移除时会发出信号。对于某些型号,您可以先打入正确的管径,然后当您将PPR件放在焊套上时,计时器将自动激活。如果您的型号没有内置计时器,请参阅手册中的加热说明,并使用手表或时钟来计时加热过程。加热时间可能会有所不同,较大直径的管道通常比较小的管道需要更长的时间。
2.4将PPR管材/件直接从焊套上拉出
就像你把它们放在焊套上时一样,不要以某种角度拆除管道或接头。否则,你会使软化的、近乎粘稠的PPR变形 。一旦警报响起或达到加热时间,就立即将其拉下。否则,末端会变形并融化。

三、将管材和管件熔为一体
3.1立即将管材和管件直接推到一起
一旦你把它们从热熔焊机上取下来,请立即把管材直接插入管件中,直到它到达上面标明的深度线。不要以某种角度插入管道,也不要扭动任何一块,只需将管道直接推入即可。在将两者连接之前,等待时间不要超过3-4秒。人们在连接PVC管件时通常会将其扭动一下,以便在水泥周围铺展,但在使用PPR时,禁止这样做。否则有可能使管道变形或破坏熔接过程。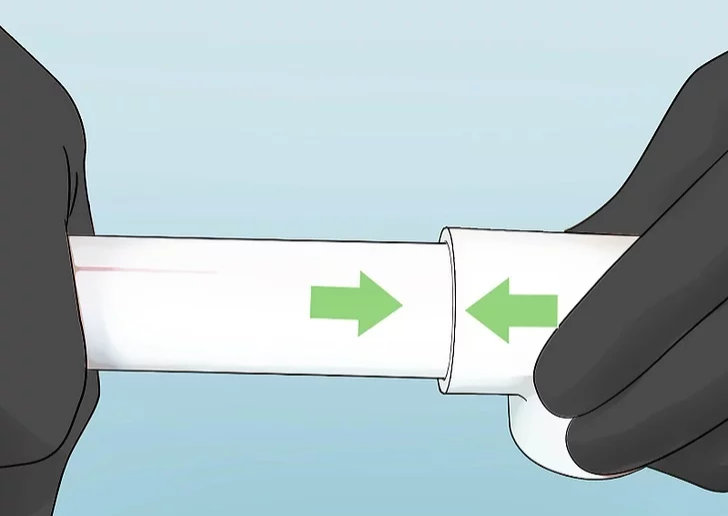
3.2将融合后的管件保持在原位30秒
PPR管的加热速度非常快,冷却速度也非常快。在30秒内,就会融合成一根PPR管。然后,您可以将融合后的管材放下来,继续进行下一项工作。

3.3待管道完全冷却后投入使用
一旦熔融的PPR管再次冷却到室温,它就可以承受其额定水压了。一旦您的冷热水管道系统完全安装完毕,您就可以打开水,检查是否有漏水现象 。PPR管最多在10-15分钟内完全冷却。



