华亚PVC管材施工方法介绍
2022-04-08
一次插入法
适用于小口径管的相接,施工步骤如下:
1)将两管管端,先用锉刀或尖尾小刀依30°方向削角(雌管削内角,雄管削外角)使管端尖厚剩约1mm,(管厚4mm以上者,剩约1/3t)参照图1。
2)雌管管端加热(120-130℃)使软化(用喷灯或炭火直接加热或以热油、热砂间接加热均可)。
3)雄管端外部均匀涂敷硬质胶合剂,然后插入雌管中,插入深度,小口径者以管径1.2-1.5倍,4“管以上以0.8-1倍为度。
4)两管矫正成直线后,用湿布或冷水冷却,并擦掉泄流于管外的胶合剂。

二次紧密插入法
适用于中口径管的相接,施工步骤如下:
1)将两管管端依30°角度削角,则雄管削外角,雌管削内角,方法与一次插入法相同,但大口径管的削角,可先用喷灯加热至半软化后,用小刀切削,再用锉刀略作休整,可使施工速度加快。
2)雌管端加热(120-130℃)使软化。
3)雄管末涂敷胶合剂前,先在管端涂以牛油等润滑剂,插入已经软化的雌管,矫正成直线后用湿布或冷水冷却使之定型。
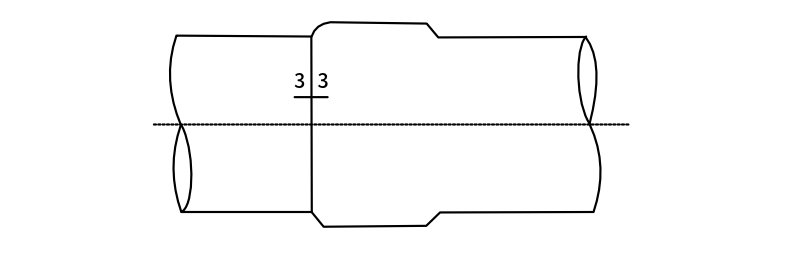
4)在连接处与管轴平行做记号,并在两管端写上号码,以免配管时发生混乱,参照图2。
5)把雄管拔出然后将两端的润滑剂擦拭干净,相接时雌雄两端管都涂上胶合剂,顺直线记号,插入定位即可。
TS冷接法
本法系应用于工厂已事先加工成TS接头的管材或管件的接合,施工简便迅速,尤其严禁烟火地区的配管施工最为适宜,并可在极短时间内通水使用(中大口径尤为适用),其施工步骤如下:
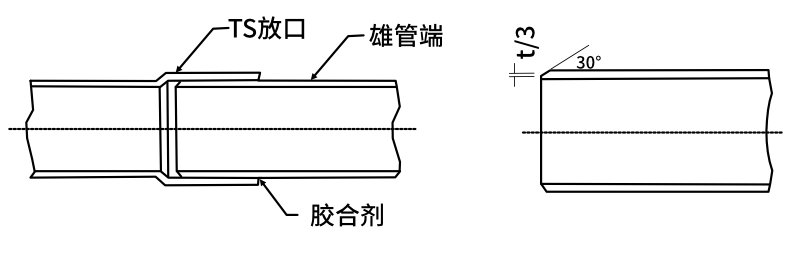
1)雄管削外角,以锉刀(粗目)削角为常见方法,但在大口径管的情况下,因锉削速度较慢,工作效率低落,所以最理想的方法应该先以喷灯将管端作局部加热,使之呈半软状态,再用小刀沿圆周切削,直到全圆周切削完妥为止。斜面稍有不平之处,再以锉刀修整。另一种方式是利用锯状轮刀切削,但此方式乃厂内专门作业所采用者,工地作业较少应用。切削角度顺沿30°角,所遗留的尖端厚度的1/3t(如图三所示)。
2)接头内部,管端外部用苯或干布擦拭干净,然后雌雄管内外侧各涂上适量的胶合剂,待部分之溶剂挥发面胶著性增强时,即一口气用力插入,一面将管子旋转,使胶合剂分布更为均匀(大口径不必旋转)。
3)插入后应维持约30-60秒方可移动。
4)如发现套接过于松弛时,可先涂敷一次胶合剂,待略干固,再涂第二次后套接。
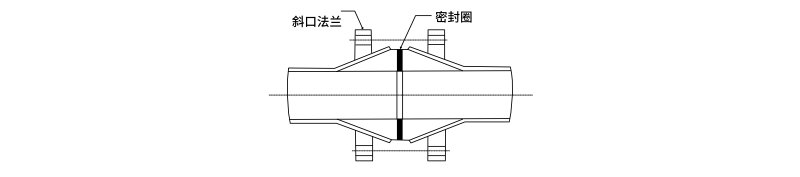
斜度环平口接法
PVC管需要使用平口时可如图4所示,使用金属斜口法兰与斜度环做成平口,以密封圈及螺栓连结,施工法如下:
1)将管端内壁及斜度环的斜面用苯擦拭清洁;
2)管端加热使之软化,一面在斜度环的斜面涂以胶合剂;
3)先将斜口法兰套入后再将斜度环套入已软化的管端。此时应注意使斜度环略突出管口外,而斜度环的平面与管轴垂直,然后用水冷却定型。
4)PVC平口与PVC平口相接,或PVC平口与阀门相接,平口接合阀门均须垫以密封圈以螺丝连结。
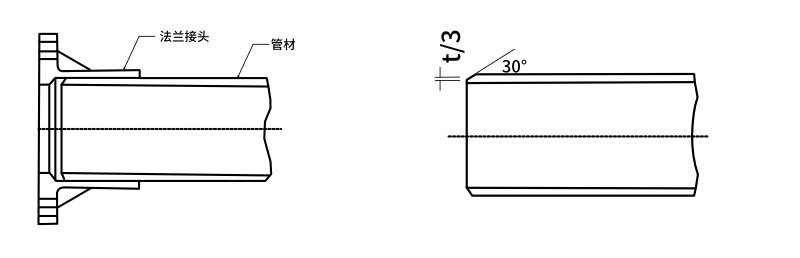
法兰平口接法
1)PVC管外缘沿30°角削角,100mm(4”)以下可用锉刀、锉削。125mm(5“)以上可先以喷灯略予加热半软后以小刀切削,再以锉刀整修。
2)PVC管插入部分外缘及法兰接头承口内壁,擦拭干净后,分别涂布硬质胶合剂后用力套入。125mm(5”)以上的规格,套入后可垫以厚木板或木角材槌击,加强密著效果。
3)溢出的胶合剂用布加以擦拭。
4)法兰接头与PVC管接合后,其法兰部再与阀门的法兰螺孔对准中间垫以密封圈,以螺丝连垫圈接合,锁紧螺丝,应对角相互进行以达均匀密接的效果。
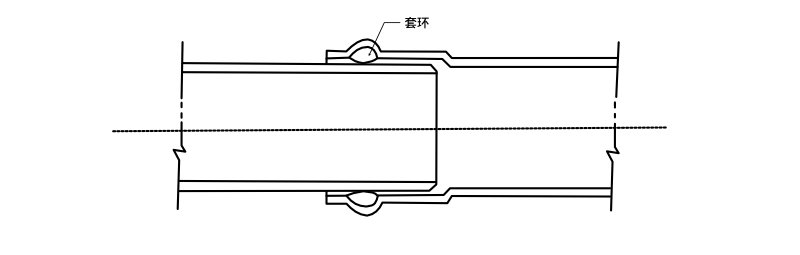
活套管施工法
1)检查雄管外角;
2)取出套环擦拭干净再予以套入;
3)在套环内面与雄管管端插入部分涂敷润滑剂(通常使用肥皂水)4)在雄管端上标注插入长度记号(两管之间应留适当间隙以供伸缩,如洗小口径约10mm,大口径约25mm)。
5)雌雄管套接(小口径用人力插接,中、大口径应利用拉紧器插接)。